菱六
日本独自の発酵食品である日本酒、味噌、醤油。その製造に大きな影響を与えているのが麹菌の働きです。日本醸造学会で「国菌」に認定されている麹菌は、私たちの食文化と密接にかかわり、和食の発展に貢献してきました。この麹菌を利用しやすいように培養したものが「種麹」と呼ばれるもの。日本には昔から種麹の製造・販売を行う専門業者がありました。

菱六
京都府京都市東山区松原通大和大路東入二丁目 075-541-4141
全国的にも珍しい種麹屋を営む。京都では唯一残る専門店であり、約350年続く業界の老舗。日本酒用、味噌用、焼酎用、醤油用など用途別の種麹を昔ながらの製法で作り続ける。商品は秘伝の技法を受け継いだ職人による手仕込み。取引先ごとのオーダーメイドも加えると、その数は60種類を遥か超える。主人の助野彰彦さんは2014年製作の日仏合作のドキュメンタリー映画「千年の一滴 だし しょうゆ」にも登場し、話題を呼んだ。
自国の食を支える種麹

麹菌株の姿。数ある菌株の中から良質な菌株を選択する作業は、種麹の出来にもつながる大事な工程です。
毎日の食事に発酵食品を積極的に取り入れる「菌活」。腸内環境を整え免疫力を高めることができると、美と健康を心がける女性の間でここ数年注目されています。ブームで終わらず、すっかり習慣化したという人も多いのではないでしょうか。
日本酒、味噌、醤油などの醸造物は日本特有の発酵食品。日本人の食生活に豊かさをもたらし、私たちの健康や長寿を支えてきました。これらの製造に共通して使われているのが麹です。塩麹や醤油麹といった新たな調味料も登場し、麹のパワーは一躍知られるところとなりました。麹とは米などの穀物を蒸したものに培養した麹菌の胞子を植え付けて繁殖を促したもの。この麹菌の胞子、すなわちカビの一種を「種麹」と呼びます。糸のような菌糸をつくるため、糸状菌とも言います。カビと言うとあまりイメージは良くありませんが、種麹は別格。製造過程で種麹がさまざまな酵素を発生させて食品の栄養価を高め、日本酒や味噌に深いうま味をもたらしているのです。
まさに日本の食の原点とも言える種麹。私たちにとって偉大な微生物であるにもかかわらず、一般にその存在はほとんど知られていません。実は種麹だけを製造・販売する専門店もあるのです。
種麹は秘蔵品だった

店主の助野彰彦さん。種麹の働きは目には見えないものの、日々の仕事の中でその偉大なパワーを実感しているそうです。
種麹の専門店である種麹屋は日本酒の需要が高まるにつれ数を増やし、昔はごく一般的な業種でした。ところが、酒蔵の減少にともなって次々と廃業に追い込まれ、今では全国でわずか6軒を残すのみ。そのうちの1軒である「菱六」は、京都で唯一となった種麹屋です。「かつては京都だけでも10軒ほどあったそうで、碁盤の目の中に大小約360軒もあった酒蔵に種麹を卸していたと聞いています。しかし現在は6軒で全国にある1000軒ほどの酒蔵の種麹を製造し、日本酒づくりを支えています」とは、菱六の若き主人・助野彰彦さん。技を受け継ぐ職人たちを束ね、約350年続く家業を守り続けています。
出来上がった種麹はコンパクトにパッケージ。鮮度を損なわないうちに全国の取引先へ届けられます。
麹を使った日本酒づくりがいつから始まったのかは定かではありませんが、文献に記録された時をさかのぼると奈良時代。8世紀前後に編纂された『播磨国風土記』には「大神の御粮(みかれい)沾(ぬ)れてかび生えき すなわち酒を醸さしめて 庭酒(にわき)を献りて宴しき」(神様に備えたごはんがぬれてカビが生えてきたので、それでお酒をつくって神様に献上し、宴を行った)と綴られています。平安時代の終わりごろからは「麹座」と呼ばれる人たちが、朝廷や幕府の庇護のもと麹の製造と販売を独占していました。しかし室町時代に入ると、麹の利権をめぐり闘争が勃発。権力者や政治を巻き込んで「文安の麹騒動」などが起こりました。麹座はやがてその利権を失い、麹の元となる種麹の製造と販売へ商売形態を変化させていきました。
ちなみに、酒造業界では昔から種麹のことを「もやし」、種麹屋のことを「もやし屋」とも呼んでいます。平安時代に成立した古代法典『延喜式(えんぎしき)』では、米に胞子が生えた状態のことを「よねのもやし」と表現し記載されており、これに由来していると伝えられています。
用途別につくられる麹菌

代表的な4つの種麹。緑、黒、橙、白と見た目に違いがあり、それぞれに用途が分かれています。
種麹とひと口に言ってもその種類は多種多様。用途別につくられています。中でも代表的な4種類を見せてもらいました(写真)。それぞれ見た目に違いがあるのは、胞子の色によるものなんだそう。「白色系麹菌は京都なら白味噌の仕込みに使います。甘酒や最近スーパーなどでよく見かけるようになった市販の米麹にも白色系が使われています。緑色系麹菌は日本酒づくりや醤油づくりに、残りの色の濃い2種類は焼酎を作るときに使われるものです」。黒色の麹菌は泡盛を仕込む際に用いられています。菌が育つ過程でクエン酸を出し、他の麹菌と比べると少し酸味があるのも特徴です。クエン酸には雑菌の繁殖を防止してくれる力があるため、高温多湿な沖縄で重宝されてきました。大正時代には一時期、焼酎をつくる際にも使われ、その製造過程でたまたま見つかったのが橙色の麹菌。黒焼酎以外の焼酎には橙色の麹菌のほうが向いていると普及していきました。
菱六で現在製造されている種麹は、カタログに載っている定番のもので60種類。しかし、これはほんの一部にすぎません。「種麹は酒蔵からオーダーを受けてオリジナルをつくることも多いんです。まずは定番商品の中から使ってもらって、これではうちの味が出せないとなると蔵ごとの要望に応じて仕込みます」。得意先の数だけどんどんと増えていった種麹は、今では助野さんも正確に把握しきれないほどになっているそうです。
門外不出の製造方法

種麹のもととなる原料米。菱六では玄米を3%精米したものを使っています。
種麹づくりは昔から特殊な技術を必要とし、秘伝とされてきました。業界に15年身を置く助野さんですら、他の種麹屋ではどのような道具と方法で仕込んでいるのか、一度も見たことや聞いたことがないと言います。
菱六で種麹づくりに携わっているのは7人の職人たち。独自の製造方法は口伝で継承されてきました。種麹の原料となるのは玄米をほんのわずかに精米したもの。それを丁寧に洗米し、水分を吸収させてから蒸し器の中へ入れて蒸していきます。蒸し上ったら冷まして原菌を振りかけ、湿気のコントロールに優れた杉の麹ブタに入れて麹室へ。麹室の中では1週間静かに寝かせ、自然の力を借りて菌を培養していきます。種麹づくりで助野さんが最も気を遣うというのが、培養中の温度と湿度の管理。麹菌には好む環境があり、ストーブの熱や麹ブタの場所を入れ替えることで微調節しながら一定に保たなければなりません。少しでも管理を怠るとうまく胞子が形成されず、すべての作業が無駄になってしまいます。麹室の中の湿度は100度近くにまで上がり「まるでお風呂場のような状態。麹菌にとっては快適でも中で作業をする職人には過酷でしかなく、暑い時期はかなりの重労働なんです」と助野さんは苦笑い。「麹菌は生き物。環境を整えていかに機嫌よく育ってもらうかが私たちの大きな役割です。湿気が多かったり少なかったり、わずかな差が大きく出来を左右するので、最後まで気は抜けません」。近年はますます激しくなってきている日本の気候変動が種麹づくりの新たな壁。職人にとっては環境が読みづらく、作業もやりにくくなってきているのだそうです。
こうしてミクロの世界に手間と愛情を注いでつくられた麹菌は鮮度が命。フレッシュなうちにパッケージされ、北は北海道、南は沖縄へと配送されています。
目に見えない神聖なもの

仕込みの道具の中でも重要な役割を果たす麹ブタ。菱六で使われているのは吸湿性に優れた杉の木でできたもの。
1年で種麹づくりが最も忙しくなるのは10月から2月にかけて。この間は日本酒や味噌など麹が原材料となる食品が集中して作られるため、時期を重ねて種麹の注文や出荷もピークを迎えます。目まぐるしい日々も春に入るとひと段落。暑い夏は仕込みに向かないため、菱六は休業に入ります。梅雨にあたる6月3週目から盆が明けるころまでは道具の手入れが職人たちの大事な仕事。殺菌を念入りに行い、次のシーズンに備えます。種麹づくりに使う道具は、今では手に入りにくいものや代えがきかないものもあり貴重。仕込みの技と同様、道具にも脈々と続く職人たちの思いが受け継がれているのです。
シーズンオフには、毎年欠かすことのできない菱六の恒例行事も行われます。それは酒の神様が祀られている松尾大社への参拝。「神様に今年も無事仕込みを終えたお礼と、来年も私たちの仕事を見守ってもらえるようお願いにあがるんです。種麹はとても繊細でその働きは目に見ることができない神聖なもの。だからこそ、質の良いものに仕上がるかどうか、結局最後は神頼みになるんですよ」。
新たな可能性を見出すために
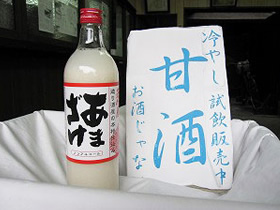
甘酒は昔から飲む点滴とも言われるほど栄養が豊富。ピュアな味を店頭で販売しています。
麹は昨今、テレビや雑誌、新聞、映画などで取り上げられて世間の反響も大きく、すっかりメジャーな存在に。若者や海外の人々にも知られるようになりました。その流れを受けて自家製味噌をつくる人が増え、発酵教室がブーム。教室からは助野さんに講師の声がかかるようになりました。一方、種麹の知名度はというと「麹に比べるとまだまだ」と助野さん。「講演会などで一般の人に種麹のことを話しても、専門的すぎてなかなか理解してはもらえないのが残念です。でも私が活動を広げることで、少しずつでも種麹の存在をみなさんに知ってもらえたらという思いがあります」。
助野さんは毎日の食卓でもっと麹を身近に感じてもらいたいと、新商品の研究や開発にも熱心に取り組んでいます。助野家でも麹を使って味噌や塩麹、醤油麹をつくり、新たな使い方を探ってきました。そんな日常からヒントを得て、麹をより使いやすいものへと改良。最近発売を始めたのが米麹パウダーです。
米麹パウダーへの期待

新商品の米麹パウダー。助野さんは麹の使い方を広く提案できるツールとして期待しています。
米麹パウダーは麹菌を十分に繁殖させた生麹を乾燥させ、石臼でサラサラの粉末状に加工したもの。粉砕時に麹に摩擦熱がかからない方法を採用し、本来持っている酵素の力を最大限に活かすよう工夫されています。「これまで麹は、特有の粒が料理のアレンジや食感のじゃまになるという弱点を持っていました。きめの細やかなパウダー状にすることで塩麹や醤油麹の仕込みの時間を短縮でき、口当たりがなめらかに変化。刺身などの料理に直接かけても流れ落ちないので、液体調味料で食べる時よりも減塩につながります」と米麹パウダーの出来栄えに太鼓判を押す助野さん。また、粉末状にしたことで用途も拡大。スイーツやパンにも利用しやすくなりました。粉の配合を変えて米麹パウダーをプラスするとベーキングパウダーに似た働きをし、生地が柔らかくなったりしっとり感が生まれます。市内の飲食店やベーカリーでは米麹パウダーの魅力にいち早く着目し、すでに商品化しているところも。
米麹パウダーを使った家庭料理で助野さんのおすすめはホットケーキ。膨らみやすくなりふんわりと焼き上がるそう。「もう1つ、ぜひ試してもらいたいのが発酵豆乳ドリンク。無調整豆乳に米麹パウダーを加え60度で一晩置いておくと、アミノ酸がグンと増えることが専門機関の分析でわかりました。身体に栄養素が吸収されやすくなり、甘みとうま味がアップするのでおいしさも倍増します。豆乳が苦手な人も飲みやすいのではないでしょうか」。アミノ酸は人間が健康を維持するために欠かせない成分。コップ1杯で気軽に効率良く摂取できる発酵豆乳ドリンクは、今後新たなパワーフードとして話題を集めるかもしれません。